What are the machining requirements for cutting tools in the automotive industry?
In the modern mechanical processing chain, the automotive industry holds a leading position in terms of application standards and process requirements for metal cutting tools. Different from traditional mechanical manufacturing, the unique process characteristics of vehicle manufacturing generate customized tool requirements. About 90% of the manufacturing processes in the four major automobile manufacturing sectors – engine manufacturing, transmission component production, steering system and brake system processing – require the participation of cutting tools.
The application of cutting tools runs through the entire process of automobile production, and its technological progress directly promotes the transformation of production modes:
Engine manufacturing: The machining of core components such as cylinder blocks, cylinder heads, and crankshafts requires extremely high precision of cutting tools. For example, using a solid hard alloy end mill to machine the oil passage hole in the cylinder body can achieve a tolerance control of ± 0.01mm, while optimizing chip removal through chip groove design to avoid scratching the surface of the workpiece.
Transmission machining: The tooth profile machining of parts such as gears and synchronizers needs to balance efficiency and accuracy. The coating optimization of hobbing and hobbing cutters has increased machining speed by 30% and extended tool life by twice.
Lightweight material processing: With the widespread application of aluminum alloy and carbon fiber composite materials in car bodies, tool technology needs to adapt to the characteristics of new materials. For example, diamond coated cutting tools can reduce burrs and chip deposits and improve surface quality when processing 7075 aluminum alloy.
Exclusive requirements for new energy vehicles: The machining of components such as motor housings and battery trays places higher demands on the heat dissipation and impact resistance of cutting tools. The “air-cooled drill bit” developed by a certain enterprise reduces drilling temperature by 40% through internal cooling channel design, significantly extending tool life.
High intensity manufacturing scenarios bring specific performance indicators:
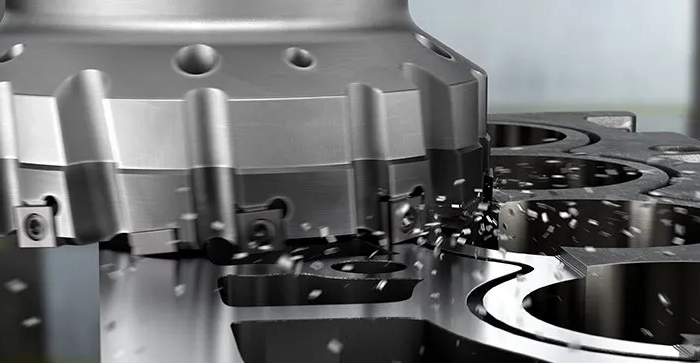
In the stamping production line, a continuous stamping of an aluminum engine cylinder block will produce 230-300 grams of aluminum chips, with an average daily waste volume of over 2 tons directly affecting the tool’s heat resistance range. The use of hard alloy wrapped titanium aluminum xenon nano coating on the cutting head can maintain normal operation at a cutting temperature of 120 ℃, and extend the average life of a single tool by 4 times. In the spiral hobbing process of batch processing chromium molybdenum transmission shafts, multiple double-sided inlaid steel forged gear cutters can support continuous cutting for 20-28 hours per blade, while traditional high-speed steel cutting tools can deform after only 5.6 hours of maximum working time,
Process iteration drives tool geometry reconstruction:
When turning precision transmission bolts, the precise value of the tool tip R angle corresponds to the accuracy deviation. The contemporary precision machining scene has seen the emergence of a negative rake angle 60 ° spiral blade structure: this new type of vertical mounted lathe blade has a specific ripple structure on the front cutting surface that can increase the high-frequency vibration suppression amplitude by 76%, helping the operator to control the screw lead error within the range of ± 0.008mm. When processing cast iron components for turbine housing, using an 8-edge end mill instead of the traditional 4-edge specification can shorten the process time by 28% and reduce the load on a single edge by 52%.
The demand for dynamic balance continues to drive innovation:
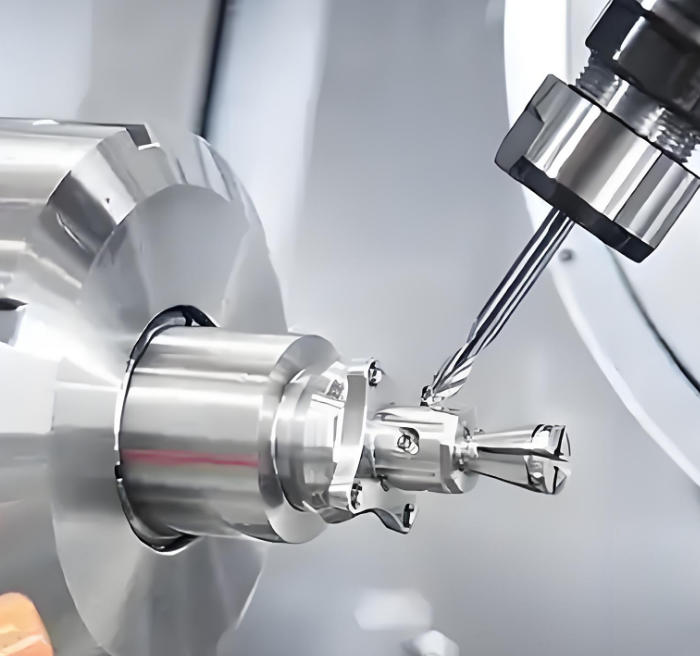
After the intelligent machining center is equipped with an active tool changing system, the tool county clamping benchmark accuracy index needs to be redefined. In the process of processing nickel based alloy blade ring components, cylindrical shank solid alloy end mills are used, and the 3D runout error is required to not exceed 0.002mm to avoid exceeding the ripple characteristics of the blade surface. In order to meet the processing requirements of copper aluminum composite electrodes for the new generation of new energy vehicle lithium batteries, the latest slitting comb blade has added PVD titanium zirconium ammonia coating combined with chemical vapor deposition DCP process, which reduces the difference in metal ductility between the cutting tool and copper aluminum when cutting copper columns from 67% to 11.3%, significantly reducing the residual thickness of burrs.
Our Company Great Power : Breakthrough in specialized cutting tools for new energy vehicles:
JSH-FUJI vortex disc special milling cutter: With anti vibration design and diamond coating, the machining life has been increased from 150 pieces to 1000 pieces, solving the problem of life fluctuation caused by the difference in milling direction between the dynamic and static discs of air conditioning compressors;
JSH-FUJI PCD Reamer: Unequal structure design achieves a tolerance of 0.002mm, suitable for high-precision machining of valve core holes in automatic transmission valve plates.